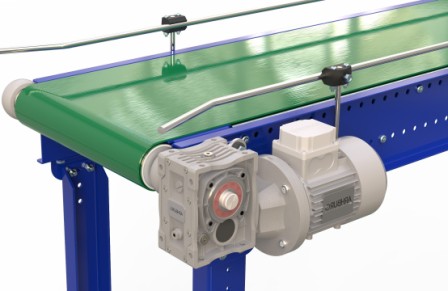
皮带
输送机是输送设备常用的历史最久最广泛的设备之一,皮带输送机的配件很多,配件的精度直接影响着输送机的运行稳定;今天我们讨论一下输送机滚筒的性能加工工艺;
皮带输送机在初期运行中胶带经常出现跑偏现象属于正常现象,但在使用稳定后如果还跑偏,滚筒的制作和安装是导致出现这一情况的因素之一,所以滚筒必须采用合理的加工制作工艺,使滚筒同心度一致,左右对称,受力均匀,可以纠正胶带跑偏。
皮带输送机的工作原理是通过输送带和辊筒之间的摩擦来操作。因此,可以看出,传动滚筒在皮带输送机的操作中起着重要作用,因此合理的滚筒加工过程非常重要。
1 辊筒的分类
辊筒一般分为主传动辊筒和改向辊筒两种。主传动辊筒是动力传动的主要部分,有表面挂胶和表面滚花,改向辊筒用于改变输送带的输送方向,纠正输送带的中心方向;
输送带运行跑偏的两个原因:
根据多年设计使用经验,主要体现在以下几点:
(1)滚筒中心线与皮带中心线不垂直;
(2)辊筒的直径与轴不在一个中心点。
在使用过程中,现场人员可以根据第一种偏差调节滚筒的中心线,使滚筒的中心线与输送机的中心线一致;在确保辊筒加工完好的情况下,第二个原因,辊筒上残留物影响皮带正常运行,要及时清扫辊筒表面附着物,必要时安装清扫器;
3辊筒的加工制作工艺
目前
辊筒的加工工艺有3种,一种使用无缝钢管,一种是螺旋管,另一种是焊接管,从节约成本上来说,大部分使用焊接管比较多,焊接辊筒由钢板、和轴组成。驱动鼓有两种形式:胀套连接和键连接,键连接用于改变方向鼓。
主要加工方式直径大于320毫米的由不同厚度的钢板通过卷圆机机卷成近似圆形。钢板两端用焊条牢固地连接在一起,然后用滚轮压机滚动,使气缸圆为圆形。
膨胀缝加工过程如下:腹板为铸件,上车床的外径和倒角,腹板和筒体与焊条牢固连接,使上蹦床左右对称已完成。然后,上部车床抵靠腹板腹板的内径放置以满足尺寸要求,下部车床由组装者组装以组装膨胀套筒,轴和圆筒。
关键连接加工工艺如下:宽板为铸件,精加工机床在车床上粗车后达到尺寸要求;轴和键分别加工成成品,宽板用键整体安装在轴上,轴和宽板整体为与筒体蒙皮焊接在一起,实现左右对称。车床上的筒体外皮夹持一顶,以满足尺寸要求,筒体加工完成。
我公司在
辊道输送机领域有多年的加工经验,皮带输送机跑偏不但与配件加工有很大关系,
所以加工过程中要保持辊筒的厚度均匀,机加工中心定位良好,左右对称,传动力均匀,是加工的基本要素,另外皮带输送机使用者保养也要按时进行,下一章我们重点叙述输送机的保养事项;
本文网址:
http://www.gdbdsfm.com/industry/168.html  156 157 26812
156 157 26812